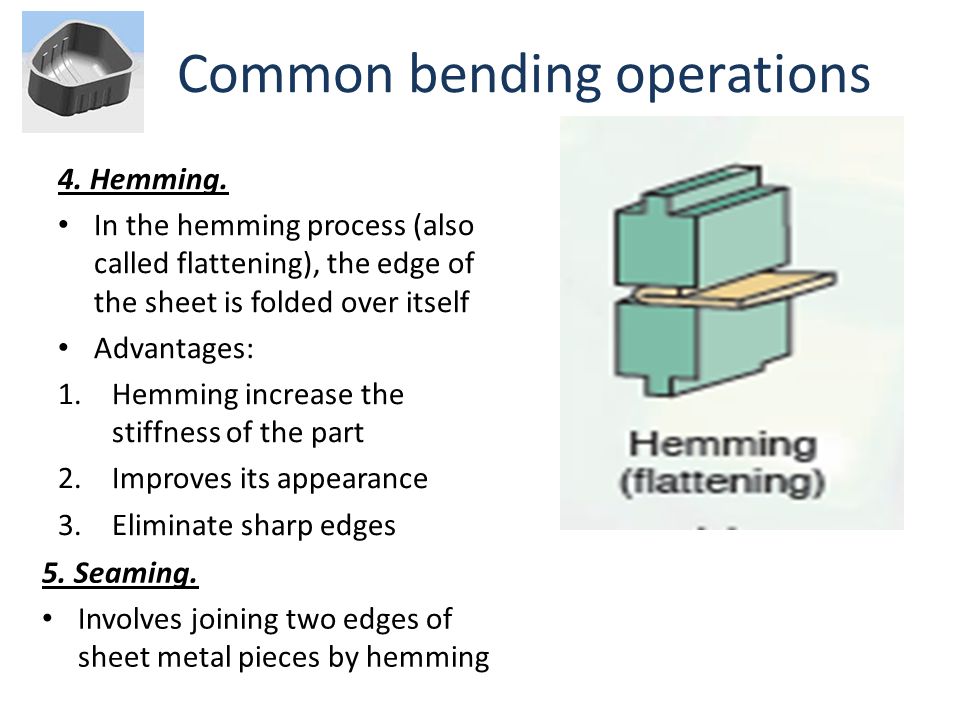
Hemming Operation In Sheet Metal
Press Brake Basics Bending Across The Hem

Hemming Process In Press Brake Youtube
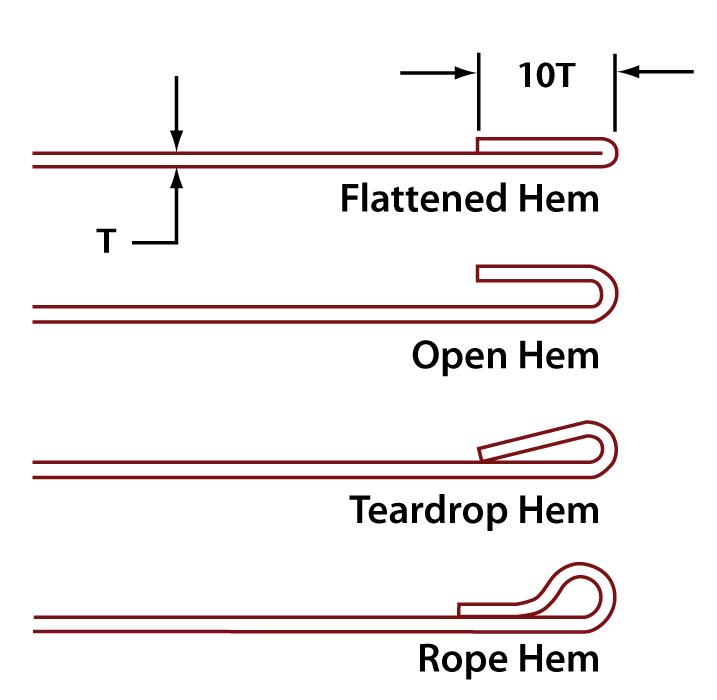
Sheet Metal Hems Sheetmetal Me
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Different Types Of Hemming Ref 2 Download Scientific Diagram

Three Sequential Steps In A Hemming Process Zhang 2000 Download Scientific Diagram

In car part production hemming is used in assembly as a secondary operation after deep drawing trimming and flanging operations to join two sheet metal parts outer and inner together.
Hemming operation in sheet metal.
Https Essay Utwente Nl 58315 1 Graduate Bjonkers Pdf
Hemming And Seaming Wikipedia
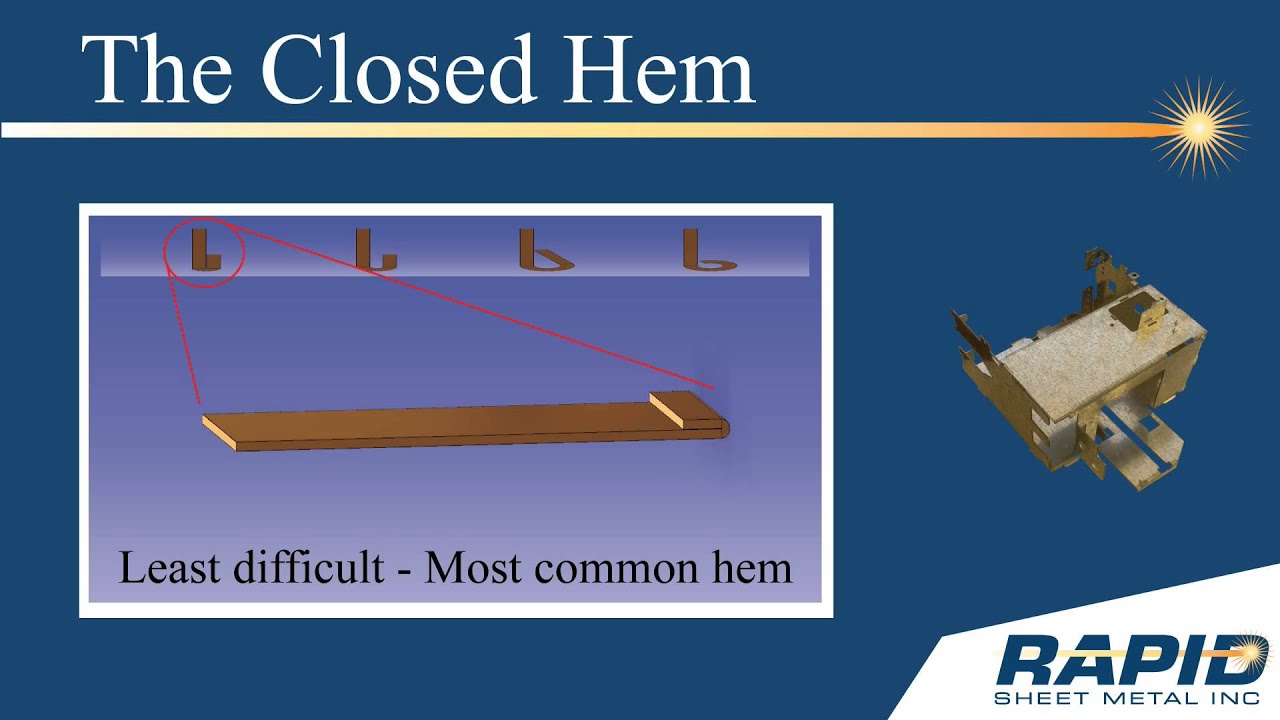
Rapid Sheet Metal Tech Tip Forming A Closed Hem Youtube
Sheet Metal Forming Process Chapter 7 Ppt Download
Source : pinterest.com
