Or the hemming process simulation and validation are taken care of by specialist biw teams using autoform s data exchange capabilities.
Hemming process sheet metal.
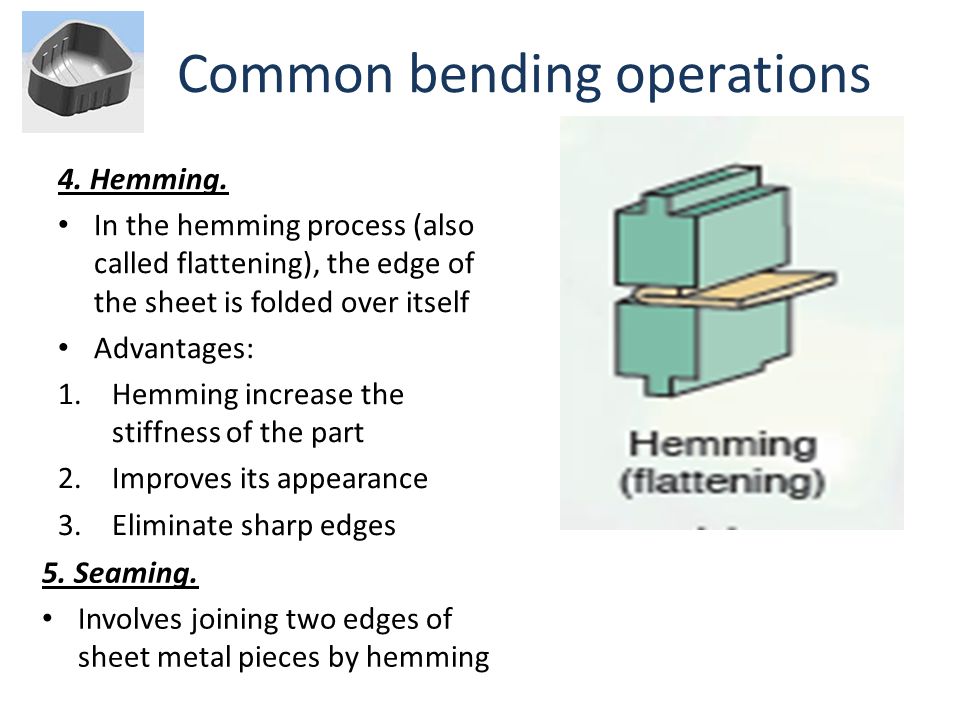
Hemming is a sheet metal forming process in which sheets are joined by bending it to 180.
In this process usually a sheet is bent with the help of inner sheet in three different stages.
Automotive body panels and automotive parts such as deck lids trunk lids doors hoods and tailgates are formed by hemming process.
A seam is a method of joining two pieces of sheet metal together figure 5.
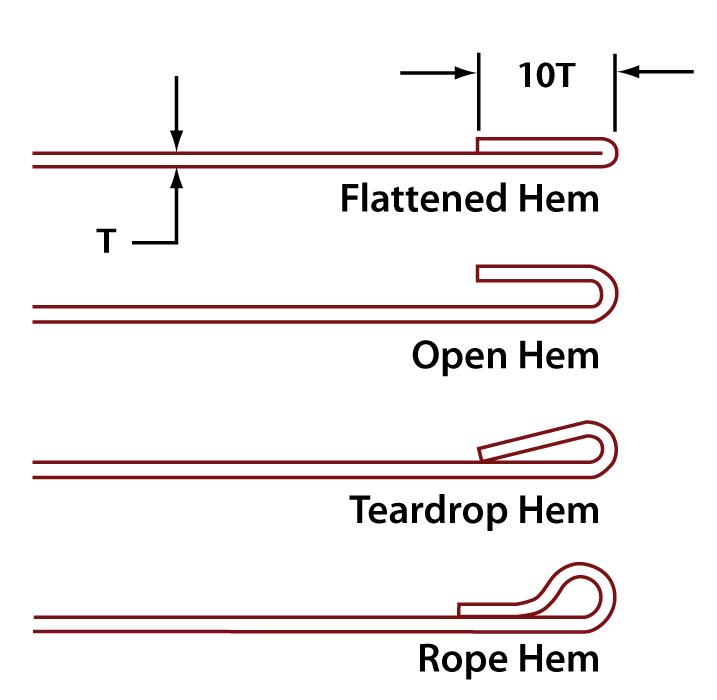
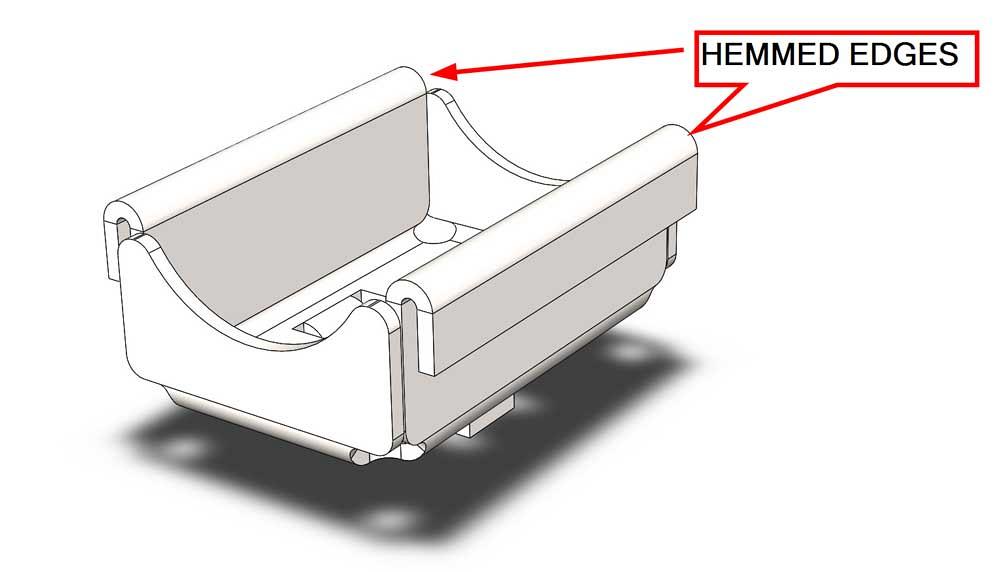
In sheet metal hemming means to fold the metal back on itself.
The hem is primarily used for reinforcement safety and edge appearance figure 4.
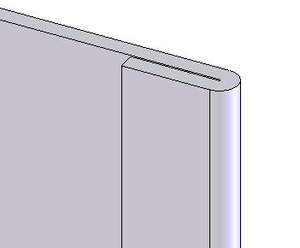
Hemming is a metalworking process that involves rolling the edge of sheet metal over and onto itself essentially creating an area of two layers.
Seams are commonly used in the food industry on canned goods on amusement park cars in metal roofing and in the automotive industry.
During this process the edge of sheet metal is folded over.
Typical parts for this type of assembly are hoods doors trunk lids and fenders.
Hems are commonly used to reinforce an edge hide burrs and rough edges and improve appearance.
These new hemming process analysis capabilities may be harnessed by viewing the hemming validation as an extension of the regular stamping process simulation placing it into the hands of a specialist already familiar with the simulation of sheet metal forming processes.
Our flexible process offers numerous advantages over traditional techniques including reduced capital investment costs with superior dimensional quality.
Roller hemming combines standard industrial robots equipped with a standard roller hemming head that follows the contour of the outer flanges of a sheet metal component optimally hemming it over an inner panel which is precisely nested in a die.
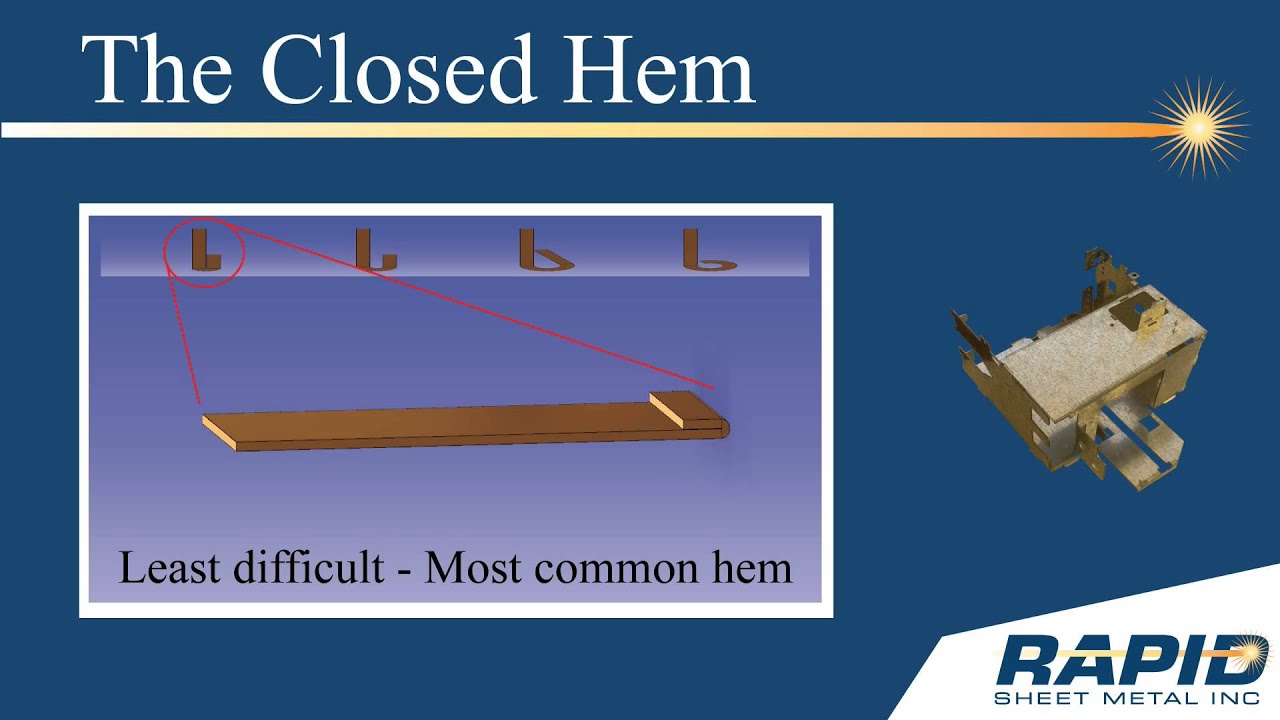
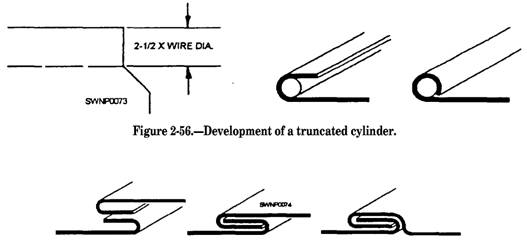
When working with a brake press hems are always created in a two step process.
The two newly formed layers then lie flush with each other.
Hemming is the process in which the edge is rolled flush to itself while a seam joins the edges of two materials.
Hemming and seaming are two similar metalworking processes in which a sheet metal edge is rolled over onto itself.
Create a bend with acute angle tooling in the metal 30 is preferable but 45 will work for some circumstances.
Sheet metal is available in a variety of gauges.
The process uses traditional hydraulically operated stamping presses to hem closure parts and being the last forming process in stamping it largely determines the external quality of such automotive parts as doors hood and trunk lid.